 歡迎來到邁可諾技術有限公司網站!
歡迎來到邁可諾技術有限公司網站!
18971121198

浸涂技術:理論與故障排除實用指南
浸涂是一種簡單而高效的技術,廣泛應用于多個行業的制造領域。在研發中,它已成為使用專用浸涂機制備薄膜的重要方法。通過優化工藝,浸涂可制備高度均勻的薄膜,且關鍵參數(如膜厚)易于控制。相較于其他工藝,浸涂的優勢在于設計簡單——成本低、維護方便,并能制備納米級粗糙度的超均勻薄膜。
盡管浸涂操作相對簡單,但為了實現對基材涂覆的控制,需充分了解影響結果的因素。制備高質量薄膜時,需優化提拉速度等參數,同時嚴格監控溫度、氣流和清潔度等環境條件(推薦使用手套箱控制氣氛)。與其他方法類似,浸涂也可能出現缺陷,但通過理解根本原因,可快速定位問題并采取對策。
浸涂工藝概述
浸涂通過浸涂機將基材從溶液中精確提拉,實現液體薄膜的沉積。該工藝至少包含四個獨立步驟(或階段),以及可選的第五步固化階段:
1. 浸漬
2. 停留
3. 提拉
4. 干燥
5. 固化(可選)
所有階段都很重要,但決定薄膜性能的關鍵是提拉和干燥階段。最終膜厚由這三個階段的相互作用決定:
• 夾帶力(使液體附著基材)
• 排液力(使液體回流至溶液槽)
• 薄膜干燥速率
根據提拉速度和溶液粘度的不同,薄膜形成可分為三種狀態:
• 粘性流動區
• 排液區
• 毛細管區
通過綜合排液區與毛細管區的作用機制,可推導出描述“膜厚-提拉速度"關系的方程,并確定溶液可涂覆的最小厚度。
薄膜形成過程
1. 浸漬:基材浸入溶液至大部分浸沒
2. 停留:短暫延遲后開始提拉
3. 提拉:基材表面形成薄液層
4. 干燥:溶劑蒸發后形成干膜
5. 固化(可選):通過化學或物理變化強化薄膜

提拉與薄膜形成機制
提拉階段可簡化為兩種力的平衡:
• 排液力:重力等使液體回流
• 夾帶力:粘滯力等使液體保留在基材上
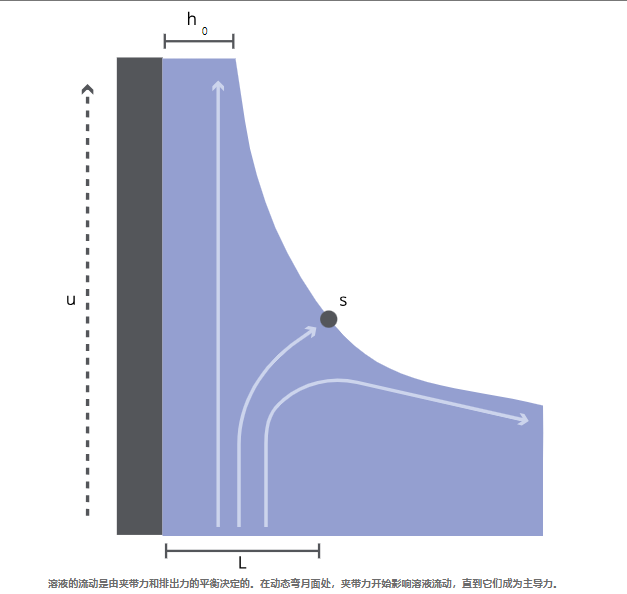
濕膜形成包含四個區域(如下圖所示):
1. 靜態彎月面:由靜水壓力與毛細管壓力平衡決定形狀
2. 動態彎月面:圍繞停滯點(夾帶力與排液力平衡點)
3. 恒定厚度區:濕膜達到穩定厚度(h?)
4. 潤濕區:濕膜起始區域
動態彎月面的流體行為決定濕膜厚度,其物理機制涉及邊界層(L)內的粘性力與外部毛細管壓力的平衡。
干燥動力學
浸涂干燥分三個階段:
1. 涂覆時的干燥前沿:邊緣因高蒸發速率形成溶質富集
2. 恒速期:溶劑均勻蒸發
3. 降速期:凝膠膜中溶劑擴散控制蒸發
毛細管力會使干燥薄膜吸入溶液,導致局部增厚。
故障排除指南
條紋缺陷
• 特征:垂直于提拉方向的周期性條帶
• 成因:低速提拉時“咖啡環效應"導致邊緣溶質堆積
• 解決方案:提高提拉速度(>1mm/s)或降低環境溫度
顆粒/針孔/凹坑
• 特征:表面可見雜質或光學性能下降
• 成因:基材污染、溶質結晶或蒸發冷卻效應
• 解決方案:
• 基材清潔(Hellmanex III+丙酮/IPA處理)
• 溶液過濾(推薦2μm濾膜)
• 預熱溶液至25℃
不均勻涂層
• 特征:顏色或厚度波動
• 成因:
1. 潤濕不足(接觸角過大)→改用低表面張力溶劑或等離子處理基材
2. 氣流湍動→使用層流潔凈環境
3. 提拉速度波動→校準浸涂機
4. 彎月面高度異常→保持溶液體積遠大于基材
開裂
• 特征:熱處理后出現微米級直線裂紋
• 成因:
• 污染物形成結構弱點
• 干燥收縮應力
• 基材與薄膜熱膨脹系數不匹配
• 解決方案:控制膜厚低于臨界值,或采用多層薄涂+逐層退火
流掛(帷幕效應)
• 特征:濕膜因干燥過慢產生流淌
• 成因:高提拉速度(>15mm/s)或低粘度溶液
 聯系人:鄧經理
聯系人:鄧經理 地址:洪山區珞獅南路147號未來城A棟
地址:洪山區珞獅南路147號未來城A棟 郵箱:sales@mycroinc.com
郵箱:sales@mycroinc.com 傳真:
傳真: